|
|
| +7 (495) 517-65-26 rus-met@yandex.ru |
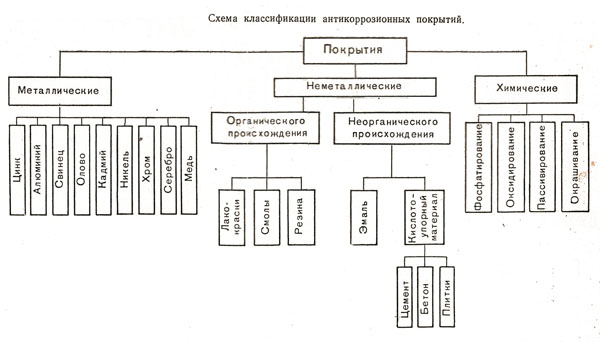
| Защита металлов от коррозииС.А.Балезин Поверхностное разрушение металлов под влиянием внешних условий, вызванное химическим воздействием, получило название коррозии. Коррозия приносит огромные убытки народному хозяйству. Подсчёты показали, что потери от коррозии составляют около трети всего количества ежегодно выплавляемых металлов и их сплавов. Это означает, что во всём мире десятки и сотни миллионов тонн металла разрушаются в результате коррозии. Если учесть ещё и те затраты, которые приходится производить для того, чтобы заменить разрушенные коррозией водопроводные трубы, рельсы, котлы, отдельные детали машин и т. д., то потери, причиняемые коррозией народному хозяйству, значительно увеличиваются. Естественно, что борьба с коррозией является одной из существенных задач в народном хозяйстве. В результате коррозии изменяется внешний вид металла: гладкая, хорошо отполированная поверхность становится шероховатой, покрывается различными химическими соединениями - продуктами коррозии. В некоторых случаях коррозия проникает вглубь металлического изделия, выводя его полностью из строя. Интенсивность коррозии принято выражать потерей веса металлического образца за единицу времени. Принято считать, что если интенсивность коррозии выражается потерей менее 0,1 г с одного квадратного метра поверхности изделия в час, то такой металл вполне стоек; при потере же от 3 до 10 г в час с квадратного метра поверхности металл считается мало стойким и нестойким при потере выше 10 г. При большей потере металл считается нестойким. Однако эта характеристика не дает правильного представления о процессе и возможных: последствиях. Очень часто коррозия является неравномерной: корродируют только отдельные участки металла. В других-случаях разрушение идёт по границе кристаллов металла, и при небольшой весовой потере он становится непригодным. В отдельных случаях коррозия сосредоточивается на очень маленькой поверхности, образуются так называемые коррозионные язвы, приводящие иногда к образованию на изделии сквозной дыры с резко очерченными краями. Очень часто перечисленные виды коррозии могут наблюдаться одновременно. В зависимости от условий, в которых находится металл, от его природы, а также и назначения металлических изделий, применяются различные меры борьбы с коррозией. Защита металлов от коррозии насчитывает, как и их получение, тысячи лет.. Ещё в глубокой древности было известно покрытие металлических изделий тонким слоем благородных металлов — серебром и золотом. Давно также известно покрытие лаками или красками, которые предохраняют металл от влияния внешней среды. Однако только за последнее столетие, в результате особенно широкого применения металлов в технике и быту, созданы многочисленные и подлинно научные методы защиты. Эти методы исключительно разнообразны. В основном они сводятся к обработке поверхности металла путём различных покрытий или к изменению внешней среды, в которой находятся металлы. Последнее заключается в том, что из внешней среды удаляются агенты, вызывающие коррозию. Так, например, известно, что кислород, растворённый в воде, является сильнейшим агентом, разрушающим железо. Поэтому из воды, соприкасающейся с металлом, удаляют кислород. Самым распространённым методом защиты металла от коррозии являются разнообразные покрытия металлических изделий веществами, предохраняющими эти изделия от разрушений. Покрытия делятся на металлические и неметаллические. Они осуществляются путём погружения изделия в расплавленный металл, гальваническую ванну, простой окраской его или другими способами. Для защиты используются также искусственно созданные плёнки окислов на поверхности металла, т. е. продукты самой же коррозии. Разнообразие методов покрытия видно из схемы классификации их, приведённой на рисунке.
Рассмотрим более подробно некоторые наиболее распространенные методы защиты металлов путём покрытия. Прежде чем произвести покрытие защитным слоем, поверхность металла тщательно обрабатывают. С неё должны быть удалены малейшие следы жира, окислов, пыли и других загрязнений, в противном случае покрытие будет непрочным, в нём будут отдельные пропуски. Так, если на поверхности железного предмета сохранится хотя бы маленький участок, не очищенный от ржавчины или не покрытый, то процесс коррозии не прекратится — разрушение металлов пойдёт и под защищенным слоем. Очистка металлической поверхности.Поверхность перед защитным покрытием обрабатывается механическим, химическим и электрическим методами. При механической обработке одним из распространённых способов является так называемая пескоструйная очистка. Последняя состоит в том, что струя чистого мелкого кварцевого песка под давлением воздуха направляется через трубку (сопло) на очищаемую поверхность, удаляя с неё загрязнения. Пескоструйная очистка не всегда удобна, так как она даёт очень много пыли, вредной как для здоровья рабочих, так и для работы других цехов завода. Для очистки поверхности мелких деталей применяются специальные голтовочные аппараты, представляющие собой массивные цилиндрические или шестигранные коробки, в которые загружаются детали вместе с сухим и чистым кварцевым песком, после чего барабаны с помощью механической передачи приводятся во вращение со скоростью 10 — 15 оборотов в минуту. Изделия обкатываются вместе с песком, и через несколько часов с их поверхности удаляется всё загрязнение. Однако голтовочные аппараты, несмотря на свою большую производительность, неприменимы в том случае, когда изделия очень мелки или имеют резьбу. В отдельных случаях применяются металлические щётки или шлифовальные станки, снимающие с поверхности изделия тонкую стружку и сглаживающие крупные неровности. Определённое распространение на наших заводах получило травление металлов путём погружения металлических изделий в раствор кислоты или щёлочи. Перед травлением металл предварительно обезжиривается, для чего применяются специальные моечные машины с раствором каустической или кальцинированной соды. При травлении металлов в кислотах (снятие окалины) наряду с окалиной частично растворяется и металл. При взаимодействии металла с кислотой выделяется водород в виде пузырьков газа, который захватывает часть кислоты, увлекает её в воздух, создавая в цехах так называемый кислотный туман, чрезвычайно вредный для здоровья. Вместе с тем выделяющийся при травлении водород частично диффундирует в металл, создавая так называемую водородную хрупкость, в результате чего механические свойства металла резко уменьшаются. Советскими учёными в настоящее время разработаны так называемые травильные присадки (ингибиторы), которые делают кислоту не агрессивной по отношению к металлам, т. е. металл в этой кислоте не растворяется, в то время как окалина хорошо растворяется. Применение травильных присадок устраняет кислотный туман в цехах, водородную хрупкость и создаёт большую экономию металла. После травления металлические изделия тщательно промываются в воде и высушиваются, после чего на них наносится защитная плёнка. Имеются и другие методы очистки поверхности металла перед защитным покрытием. Защита окисидными плёнками.В некоторых случаях металл, взаимодействуя с кислородом воздуха, образует на поверхности прочную окисную плёнку, которая препятствует дальнейшему разрушению металла. Поэтому для защиты многих металлов от коррозии, особенно стали, сплавов магния и алюминия, пользуются созданием искусственных окисных плёнок. Этот процесс называется оксидированием. Защитная плёнка, получающаяся при оксидировании стальных изделий, состоит из магнитной окиси железа. Изделия при этом приобретают красивую чёрную или темно-синюю окраску. Этот метод поэтому иногда называется воронением. Воронение применяется не только в качестве защиты металла от коррозии, но также и для декоративных целей. Оксидирование производится мокрым (химическим) и сухим (термическим) методами. При химическом оксидировании стальные изделия помещаются в раствор, состоящий из смеси щёлочи и окислителя, чаще всего нитрита натрия NaNO3. В кипящий раствор на 20 — 40 минут опускается соответствующая деталь, затем она промывается проточной водой. При сухом воронении стальные изделия смазываются тонким слоем лака, растворённого в бензине, и помещаются на 10 — 20 минут в нагретую до 300 — 450' печь. Получающиеся окисные плёнки придают красивый цвет металлическим изделиям и предохраняют их от коррозии в сухой атмосфере. Однако во влажной атмосфере, в растворах солей, кислот и щелочей, окисные плёнки разрушаются и теряют свои защитные свойства. Хорошим защитным средством является также фосфатирование, сущность которого заключается в том, что хорошо очищенное стальное изделие помещается в ванну, наполненную горячим раствором, состоящим из раствора солей марганца, железа и фосфорной кислоты. Обычно уже через 40 — 60 минут погружённое изделие покрывается тонким фосфатным слоем темно-серого цвета с зеленоватым оттенком. Фосфатная плёнка отличается не только коррозионной устойчивостью, но и обладает высокими электро-изоляционными свойствами. Коррозионную устойчивость фосфатной плёнки можно значительно повысить путём пропитывания ее маслом, лаком или парафином. Этот способ защиты металла от коррозии нашёл широкое применение и является довольно распространённым. Металлические покрытия.Одним из старых способов защиты железных и медных изделий от коррозии является покрытие их слоем более легкоплавкого и стойкого металла. Давно уже известно горячее лужение посуды и цинкование железа. Несмотря на дефицитность олова, примерно половина всей добычи его идёт для целей лужения. Лужёные листы железа называются белой жестью. Она широко применяется в консервной промышленности, а также в ряде других производств. Почти также широко распространено и покрытие цинком. Цинкование производится в больших железных ваннах, в которых цинк нагревается до 500 . В ванну загружаются изделия, которые требуется покрыть цинком. Цинковое покрытие состоит из нескольких слоёв. Первые слои цинка образуют слой железо-цинкового сплава, богатого железом, затем следует слой, богатый цинком, и, наконец, слой чистого цинка. Оцинкованные изделия имеют красивый серебристо-серый цвет. После охлаждения на воздухе цинк кристаллизуется на поверхности металла и образует красивый узор. Описанные способы называются горячими способами покрытия. Они отличаются большой производительностью и связаны с большой затратой металла. Этим способом трудно добиться равномерного и тонкого защитного слоя. Поэтому наряду с горячим методом применяются гальванические методы покрытия металла. Гальванические методы покрытия металлаОсновоположником гальванического метода покрытия является известный русский учёный Б. С. Якоби (1801 — 1874). Разработанные им способы электролитического осаждения металлов явились основой новой области техники, которую сам он назвал гальванопластикой. Открытию электролитического нанесения одного металла на поверхность другого Якоби придавал очень большое значение. Сущность этого метода заключается в том, что в ванну, наполненную электролитом — водным раствором соли осаждаемого металла, помещается в качестве анода пластинка металла, который должен быть осаждён на изделии. Изделие помещается в ванну в качестве катода. При пропускании постоянного электрического тока на катоде (которым служит изделие) осаждается тонкий слой металла. Металл, служащий анодом, растворяется. При этом методе можно получить равномерный защитный слой любой толщины, начиная от одной тысячной доли миллиметра. Гальванические методы покрытия применяются в промышленности в очень широких масштабах, так как в этом случае при минимальных затратах металла получаются хорошие результаты. Наиболее часто этим методом пользуются для получения тонких защитных плёнок из цинка, кадмия, олова, меди, хрома и никеля. Хромирование и никелирование не только защищают металлические изделия от коррозии, но придают им красивый зеркальный вид, поэтому такие покрытия очень часто применяются для декоративных целей и называются декоративными покрытиями. Этим же методом пользуются для так называемого серебрения и золочения. Другие методы металлических покрытий.Существует много и других методов, дающих возможность быстро и экономично покрывать металлические изделия тонким слоем защитного металла. Из них рассмотрим металлизацию. Металлизацией называется процесс нанесения металлического покрытия на поверхность изделия путем распыления расплавленного металла. Широкое применение в промышленности нашли покрытия цинком, кадмием, свинцом, алюминием, оловом, никелем, медью, бронзой, а также углеродистой сталью. Покрытие распылением осуществляется с целью защиты поверхности изделия от действия атмосферных и других коррозионных агентов, а также для придания поверхности изделий декоративного вида. За последнее время металлизация нашла применение для восстановления изношенных трущихся поверхностей отдельных деталей машины, для исправления брака при механической обработке изделий и дефектов в некоторых видах литья. Выбор металлопокрытий определяется условиями их службы. Так, например, цинк и кадмий — для предохранения железа и стали от атмосферной коррозии; алюминий — в нефтяной промышленности; олово — в молочной, пищевой и винной промышленности; медь — в электротехнической промышленности. Металлизация по сравнению с другими способами покрытия имеет ряд преимуществ, так как таким путём возможно нанести металлическую плёнку на поверхность любой крупной конструкциии, изделия в собранном и законченном виде, а также металлизировать любой материал: бумагу, дерево, уголь и т. д. Этот метод по сравнению с другими является наиболее дешёвым и дающим возможность точно регулировать количество наносимого металла. Сущность метода заключается в том, что металл, наносимый иа изделие, подаётся специальным аппаратом (рис. 23), который по внешнему виду напоминает собой пистолет. Этот пистолет «заряжается» сравнительно тонкой (диаметром в 1 — 1,5 мм) проволокой, сделанной из наносимого металла. С помощью кислородно-ацетиленового пламени или электрической дуги проволока быстро расплавляется; мощная струя воздуха выбрасывает и распыляет жидкий металл. Иначе говоря, пистолет-металлизатор действует подобно пульверизатору, выбрасывая из своего сопла мельчайшие металлические частицы. Управление этим пистолетом просто — движением руки струю металла можно направить в желаемую сторону. Распылённые металлические частицы, достигая поверхности металла, ударяясь о неё, расплющиваются и прочно пристают к изделию. Диффузионные покрытияВ последнее время в производственной практике для защиты металла применяются так называемые диффузионные покрытия. Диффузионный способ чаще всего применяется для покрытия стальных и чугунных изделий алюминием, цинком и хромом. Наиболее широкое распространение получило покрытие алюминием. Этот процесс называется алитированием. Сущность его сводится к тому, что хорошо очищенное стальное изделие помещают в жароупорные ящики и пересыпают порошкообразной смесью, состоящей из металлического алюминия, окиси алюминия и небольшого количества нашатыря. Ящики плотно закрываются крышками, и все отверстия тщательно замазываются глиной. После этого ящики помещаются на несколько часов в печь, нагретую до температуры 1000'. Алюминий диффундирует в поверхность железа, образуя прочный сплав. Толщина слоя, получаемая от алитирования, зависит от того, сколько времени длилось нагревание стального изделия в порошке алюминия. Алитированные изделия обладают стойкостью к высоким температурам и к действию паров сернистых соединений, быстро разрушающих неаащищённую поверхность многих металлов. Процесс насыщения цинком и другими металлами похож на алитирование. Неметаллические покрытияШирокое распространение в качестве защитных покрытий получили так называемые неметаллические покрытия. Окраска стальных сооружений, конструкций и отдельных металлических изделий — один из наиболее применяемых способов их защиты от коррозии в атмосферных условиях. Насчитывается около тысячи различных сортов лаков и красок, применяемых в народном хозяйстве и в быту;. Особенно широко распространены масляные краски, состоящие из красящего вещества — пигмента — и растительного масла. Тонкие слои высыхающего масла создают на металле защитную плёнку. растительное масло, применяемое для окраски, специально обрабатывают. В течение нескольких часов масло подвергается варке, при этом к нему добавляется небольшое количество сикативов — солей марганца, свинца и кобальта. Сикативы ускоряют процесс сушки масляного покрытия. Приготовленное таким образом масло называется олифой. Сущность защитной окраски заключается в том, что олифа вместе с пигментами (красящими веществами) образует на поверхности металла твёрдую, прочную и довольно эластичную плёнку, свойства которой улучшаются введением в масло пигмента. Несколько более сложными веществами являются лаки, представляющие собой растворы масел, смол, клетчатки, эфиров и других органических соединений. Принцип защитного действия их тот же, что и красок. Лакокрасочные покрытия имеют много преимуществ перед металлическими. Они легко наносятся на изделие, хорошо закрывая поры, находящиеся на поверхности изделия, покрытие ими не составляет большого труда. В сравнении с металлическими покрытиями они значительно дешевле и не требуют расходования дорогих материалов. Лакокраски наносятся на поверхность металла довольно просто — обычной кистью или при помощи распылительных аппаратов. Помимо лакокрасочных покрытий, применяются также покрытия каучуком, резиной, различными эмалями, смазками и т. д. Покрытие каучуком (гумирование) имеет специальное назначение. Так, например, гумируются цистерны для перевозки соляной кислоты, металлические сосуды для хранения её и т. д. Ингибиторы кислотной коррозииБольшинство защитных покрытий как металлических, так и неметаллических, хорошо защищает металл в атмосферных условиях, в воде и частично в растворах соли. Сравнительно труднее защищать металл от разъедания его (растворения) в кислотах. Процесс растворения металла является электрохимическим. Для замедления коррозии металлических изделий, соприкасающихся с кислотами, в настоящее время широко применяются вещества, называемые ингибиторами (замедлителями). Механизм действия ингибиторов в достаточной степени ещё не изучен. Обычно действие ингибиторов, или, как их называют, присадок, объясняют тем, что они, не вступая с металлом в химическое соединение, образуют на его поверхности защитные плёнки. Так, например, достаточно к соляной и серной кислотам прибавить всего лишь десятые доли процента ингибитора, чтобы задержать (затормозить) растворение металлов в сотни раз. Характерной особенностью ингибиторов является то свойство, что они делают кислоту не способной растворять только металл, в то время как все остальные свойства кислоты не изменяются. В ингибированных кислотах хорошо растворяются некоторые окислы металлов, ржавчина, котельная накипь и т. д. В настоящее время известно большое количество различных ингибиторов; некоторые из них получаются путём переработки растений, содержащих алкалоидные вещества (чистотел, отходы опийного мака, тысячелистник и др.). Некоторыми ингибирующими свойствами обладают также вытяжки (экстракты) из веток и листьев берёзы, сосны, картофельной ботвы и других растений. Однако все эти ингибиторы оказались мало пригодными при практическом применении: все они получались в жидком виде и были недостаточно мощными. Синтетические ингибиторы под названием «ПБ» и др. нашли широкое применение в травильном деле, в химической очистке от накипи котлов, в кислотной обработке нефтяных скважин. Большим достижением советских учёных является применяемый в настоящее время способ перевозки соляной кислоты в стальных цистернах с добавкой ингибиторов, что коренным образом изменяет способ транспортировки кислоты, которую до этого перевозили в стеклянных бутылях и специальных дорогостоящих резервуарах. Ингибированные кислоты широко применяются для кислотного травления металлов, так как они растворяют окислы металлов, в то время как реакция взаимодействия металла с кислотой тормозится, вследствие чего не происходит выделения водорода, Этот метод травления имеет громадное техническое значение, так как при травлении металла в кислотах без ингибитора не только получается излишний расход металла (кислота в таком случае растворяет окислы и металл), но и выделяется водород, который диффундирует в металл. Диффузия водорода в металле вызывает так называемые травильные пузыри, которые портят изделия, делают металл более хрупким и изменяют ряд других, механических свойств металла. Следующая страница: Тит Лукреций Кар. О происхождении металлов
|
Я всерьез забеспокоился. Может, он сломался? Или его диспетчер - представим, что существует такая... 
|
|
© «Русметалтехника», 2004-2026. +7 (495) 517-65-26
Оборудование и мебель из нержавеющей стали для предприятий общественного питания, фармацевтики, медицины, промышленности: столы рабочие и специализированные, шкафы, стеллажи, полки, контейнеры, вытяжки, мармиты, зонты вентиляционные, тележки. |
Контакты |
E-mail Карта сайта |
|